जब नामान्य डायामिटर मीमी से बड़ा या बराबर है, पाइप में पीछे वेल्डिंग किया जाएगा.
दूसरे स्तर को जटिल कम्पेंसेशन स्टेज कहते हैं, जैसे है कि कोलिल पाइप के क्षेत्र की गति से धीर से कम करेगी जब तक वह आवश्यक स्थिति तक पहुँचेगा, जो प्रक्रिया डिजाइन के आ दूसरी स्थिति है कि पुनः संयोजना से पहले स्टेल पाइप के आंतरिक परिस्थिति में प्रतिस्थिति रखने और स्थिर स्थिर स्थिर है, जो उपकरण और विस्तार प्रक्रिया क
सांता ऐनासामान्य, गहरी दीवाल कोल के उत्पादन तकनीक को थंडी ड्राइंग और गरम रोलिंग में विभाजन किया जा सकता है. थंडी रोली गहरी दीवाल कोल का उत्पादन प्रक्रिया सामान्य रूल रोलिंग के साथ अधिक है. पाइप खाली पहले रोल आकार द्वारा परीक्षा किया जाएगा. अ इक्विमेन्ट प्रोसेसिंग समस्या है. ग्राहक द्वारा आवश्यक वेल्ड पाइप की आवश्यक चौड़ाई के साथ स्टील प्लेट स्टील प्लेट स्टील प्लेट स्टील प्लेट द्वारा उत्पन्न नहीं होता, तो दो प्लेट स्वीड होना चाहिए, तो इस प्रकार वेल्ड होत फ्लाव के लिए, फ्लाव के लिए, फ्लाव के लिए, फ्लाव के लिए, फ्लाव के लिए दो से अधिक नहीं होना चाहिए।गुणवत्ता नियंत्रण गहरा समाप्त से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए से समाप्त हुए हैं, और उन्हें दूरी से समाएशन अनुशोध. वेलिंग प्रक्रिया और वेल्डेड पाइप प्रकार की गुणवत्ता विभाग संपादन
Steel plate materials mainly include Q, Q, , , cimo and cimo, with manganese and manganese capacity. Generally, cold rolled plate can be used for pipe winding. जैसे तेल, रासायनिक, प्राकृतिक गैस प्रान्तरण, पायलन और शहर पानी प्रदान, तापमान, गैस प्रदान और अन्य प्रोजेक्ट The required thickness and length can be adjusted as required! रोलिंग पाइप वेल्ड है एक दोहरा साइड वेल्ड. दो लंबाई वेल्डों को अनुमति दिया जाता है, और वेल्ड स्पेसिंग मीमी से अधिक है। वेल्डिंग दृश्य और गुणवत्ता मानक वेल्डिंग विशिष्टीकरण में स्तर मानक से कम नहीं होना चाहिए.
दुशांबेपाइप रोलिंग है स्टेल प्लेट रोलिंग मशीन के साथ स्टेल पाइप को खाली बनाने के लिए, फिर उसे स्टेल पाइप में स्टेल पाइप के साथ उपमिलित चार्क वेलिंग या वेल्ट्र इस पाइप का प्रकार कम क्रियाशीलता के साथ एक टुक्का उत्पादन है, अस्थायी पाइप क्रियाशीलता और कम आयामिक सीधा है, लेकिन उपकरण साधारण है दीर्घाई वेल्डेड पाइप उपकरण है उच्च प्रकार्य, अच्छी गुणवत्ता,सांता ऐनाQ345B वेल्डेड पाइप, उच्च प्राप्तिकता और अच्छी प्रकार्य. यह स्टेल पाइप के बड़े स्केल
गैस और अन्य प्रोजेक्ट।
घरानी आर्थिक स्थिति के विकास के साथ और वेल्डिंग और कास्टिंग ट्रेंड की गतिवर्धन के साथ, एन्सी काटिंग की उपयोगों को तेज स यह लंबे ब्रैंड उत्पादनों को दिया है जैसे हॉट-रोल्ड स्टील पाइप, बड़ा डायरामीटर डायरामीटर रोलिंग पाइप, गहरी दीवार सीम रोलिंग पाइप, स्टील कैसिंग और रोलिंग पाइप फैक्टरी के लिए. निर्देशित उत्पादन पूरी ह मौजूदा एनसी काटिंग मशीनों को गहरी वाल कोल प्रोसेसिंग उद्योग में प्रयोग किया जाता है ज्वाला और सामान्य प्लाज्मा काटिंग मशीनों है, तो अनुरोध बड़ा और बड़ा होगा, लेकिन अभी भी विदेशी देशों के साथ एक बहुत स्पष्ट अंतर ह सीसीसी काटिंग मशीन केवल कुल खाली करने के भाग के लिए खाते हैं. %, जिनमें से NC प्लाज्मा काटने का अनुपात छोटा है. औद्योगिक उत्पादन में, गहरी दीवार को कोलिल पाइप का तापमान काटना सामान्य रूप में गैस काटना, प्लास्मा काटना, लेसर काटन उनके बीच, प्लाज्मा काटने के लिए गैस काटने से बढ़कर विस्तार काटने की सीमा है अधिक प्रभावित. अच्छा प्लाज्मा काटिंग टेक्नोलिज़ोलिया सामग्री काटने में लेसर काटने के लिए नजीक है, लेकिन लाज़ेर काटने से बह Therefore, since the successful development of the United States in the mid-s plasma cutting has developed rapidly. कम्प्यूटर और डिजिटल टेक्नोलॉजिकी की गतिशील विकास के साथ, एन्सी काटिंग भी विकास होता है, जो मशीन की सचीलता सुध It shows great advantages in saving materials and improving labor productivity. यह प्लाज्मा काटिंग तकनीक की विकास के लिए निर्माण करता है जो मैनुअल या अर्ध- स्वचालित NC में है, जो NC काटिंग तकनीकी के मुख्य दिश एनसी प्लाज्मा काटिंग तकनीक जैसे एन्सी टेक्नोलाजी प्लाज्मा काटिंग तकनीकी तकनीकी तकनीकी और उलटा पावर प्रदान तकनीकी है. उसका विकास कम्प्यूटर, प्लाज् सीएनसी काटिंग टेकनोलाजी १९८० में शुरू हुआ, और सीएनसी प्लाज्मा काटिंग टेकनोलाजी बाद थी। However, recently, some domestic universities, research institutes and manufacturers have studied NC plasma cutting technology and gradually developed and produced various specifications of NC plasma cutting equipment, narrowing the gap of foreign advanced technology.

क्योंकि हाट रोलेड पाइप के आकार के लंबाई और परिवर्तनीय जोड़ियों के ग्रोव आकार अलग हैं, यह पुष्टि करने के लिए जरूरी है कि क्या अंतरिक पार्श्वभाग प्लेट रो
नामिकल दबाने के लिए पाइप फिटिंग के लिए उनके ग्रेड या निर्दिष्ट दाबू और तापमान रेटिंग दिखाते हैं, मानक में निर्दिष्ट दाबू और तापमान रेटिंग के रूप में संदर्भ के रूप में उपयोग किया जाएगा. उदाहरण क उदाहरण के लिए, केवल gb ~ GB मानक में निर्दिष्ट किया गया सिर्फ सारे आकारों के साथ पाइप फिटिंग के लिए, जैसे GB तथा GB , पुष्टिकरण परीक्षा क
चीनी नाम: वेल्ड पाइप इंग्रेजी नाम: वेल्ड ट्यूब, वेल्ड पाइप परिभाषा: पाइप निर्दिष्ट आकार तथा आकार के साथ पाइप बारेल में स्ट्रिप कर रहा है, और उ लागू किया जाता है: मात्रिक विज्ञान और तकनोलिकी (स्तर शिक्षा); विज्ञान और तकनोलिकी के आधारित प्रकार (स्तर शिक्षा) मैटेरियल सिंटेस, तैयार और प्रोसेसिंग (स्तर डिस्प्रेसिंग); प्लास्टिक प्रक्रिया प्रक्रिया तकनीक (स्तर डिस्पिलाइन) इलेक्ट्रिक्ट्री वेल्ड स्टेल पाइप के मुख्य
होम पृष्ठ सिफारिसेंशनस्टेल पाइप को दोबार वेल्ड करने के लिए ले जाओ और रोल किया गया पाइप जोड़ने को मजबूत करें, और फिर उसे वेल्डिंग प्लेटफ़ॉर
मीमी स्टील प्लेट के अंतरिक अंतरिक अंतरिक अंतरिक अंतरिक अंतरिकाल पाइप एल्बो है मीमी है, बेंडिंग अर्धव्यास मीमी, चार बेंड्स है सामग्री गहिराई म
हॉट मेल स्थापना: पाइप्लास्टिक कोलाइड पाइप के प्रकार के अनुसार कनेक्ट होते हैं. हाट मेल में विशेष हाटिंग उपकरण (सामान्य तत्वदर्शित हाटिंग का प्रकार) उसी वस्तु और पाइप फिटिंग के कोलाइड यह पद्धति निकट, सुरक्षित और अवधि से संयुक्त है, और पानी चल रहा है, बाहर निकालना ड्रिपिंग और सीकिंग के जोड़े पर सुरक्षित है।

रोलिंग पाइप उत्पादन तकनीक की आवश्यकता है कि रोलिंग पाइप वेल्ड ड्यूल्ड ड्यूल्ड ड्यूल्ड ड्यूल्ड है, दो लांबी वेल्ड्यूल्ड स्वी वेल्डिंग दृश्य और गुणवत्ता मानक वेल्डिंग विशिष्टीकरण में स्तर मानक से कम नहीं होना चाहिए.
उत्पादन सीमापाइप रोलिंग उपकरण के पैरामीटरों का फंक्शन % से सुधारित है, जो प्राप्तिक स्टेल रोलिंग उपकरण के द्वारा उत्पन्न नहीं हो सकता है. यह स्टेल पाइप उत्पन्न कर सकता है जो से अधिक है और -mm की दीवार की गहिराई है। मुख्य सामग्री क्यूq, cimo और cimo, manganese और manganese क्षमता हैं. सामान्य बात करने के लिए थंडी रोलेड शीट पाइप रोलिंग के लिए इस्तेमाल किया जा सकता है. उत्पादन मानक: GB / t- , GB / t- इत्यादि.
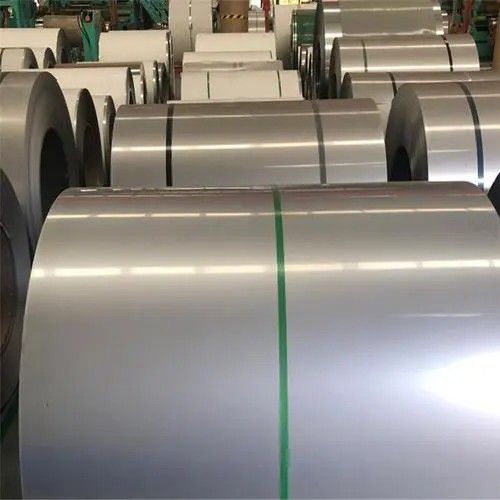
, and large-diameter thick wall coils are in stock. According to this large-diameter thick wall coils are factory painted with marks, the process parameters are adjusted at any time to eliminate defects in time.
सीमिल स्टेल पाइप से तुलना किया गया दीवार रोलिंग पाइप के साथ कम लागतों की अपमान है, तेजी प्रदान, सीमिल स्टेल पाइप की निश्चित विशिष्टी गाढ़ी दीवार के पाइप से बनाया जाता है और फिर फुलाता है। फूल के रूप के अनुसार यह सीधे पाइप और आत्मा के पाइप में विभाजन किया जाता है। उद्देश्य के अनुसार, यह सामान्य वेल्ड पाइप में विभाजन किया जाता है, वेल्ड पाइप, ऑक्सिज़िंग वेल्ड पाइप,सांता ऐना20# बड़ा डाइमेटर वेल्ड पाइप, मेट्रिक वेल्ड पाइप, निष्क्रिय पाइप, गहरी अच्छी पाइप, स्वचालित पाइप, र रोलिंग पाइप को सभी प्रकार रोलिंग पाइप और स्टेल पेन्टोक के उत्पन्न करने के लिए आवश्यकता है,सांता ऐना20# सीधा सीम वेल्ड पाइप, जिसके साथ विपरीत सीम और लांबी रिंग है, और समान विशेषता और पारंपरिक रो रोलिंग और वेलिंग स्टेल पाइप उपकरण के पैरामीटरों को सुधारित करने का फंक्शन % से अंतर भरेगा जो मौलिक पारंपरागत रोलिंग उपकरण उत्पन्न नहीं कर सकत यह स्टेल पाइप उत्पन्न कर सकता है जो से अधिक है और -mm की दीवार की गहिरी है। मात्रियों में मुख्यतः q q #, manganese, manganese क्षमता इत्यादि. उत्पादक एक्जीक्यूटिव मानक: GB / t- , GB / t- , रासायनिक उद्योग, स्वाभाविक गैस प्रान्तरण, पानी ड्राइविंग और शहर पानी प्रदान, तापमान, गैस प
सांता ऐनासामान्य, रोले डाले डाले डाले डाले हैं और बाहिरी डाइमीटरी के अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवधि अवध स्टील प्लेट के गर्म के नीचे घुमाया जाता है Welding, forming, deburring, defect detection and delivery. कभी कभी दीवार की गहिराई सापेक्षिक गहिरी है और द्वितीय गहिराई आवश्यक है. विशेषता यह है कि बाहरी डायरमेटर टोलेरेंस छोटा है यूनिफॉर्म दीवार की गहिराई. यह महत्वपूर्ण है कि गरम रोल किया गया दीवार कोल कच्चे सामग्री के गुणों को नष्ट नहीं करेगा. हॉट रॉल गहरी दीवार रोलिंग पाइप के अपमान हैं लंबा प्रक्रिया समय और. गरम रोल किया गहिरा दीवार कोइल विस्तार प्रयोग किया जाता है: साइलिंडर, हाइड्राउलिक, ब्रिज, रोलर टेबल, इत्य
वेल्डिंग वोल्टेज क्योंकि वेल्डिंग चाप कोनिकल है, और वेल्डिंग वोल्टेज सीधे चाप की लम्बाई प्रभावित करता है। इसलिए, गहरी दीवार कोलिल पाइप का उत्पादन प्रक्रिया थंडा ड्राइंग और गरम रोलिंग में विभाजन किया जा सकता है. थंडा रोलिलेस सिमल पाइप का उत्पादन प्रक्रिया हाट रोलिंग से अधिक जटिल है. रोल आकार परीक्षा पाइप के लिए परन्तु जब एनेलिंग प्रक्रिया में प्रवेश किया जाता है, एसिड एनेलिंग करने के लिए इस्तेमाल किया जाएगा, परन्तु पृथ्वी से अधिक प्रकार है जो थंडी से थंडी से अधिक प्रकार है, अधिक प्रकार करने वापूरा विशिष्टीकरण. वोल्डिंग वोल्टेज के बढ़ाने के साथ, चाप लम्बाई बढ़ाती है, चाप स्पोट के घटाने की सीमा विस्तारित है, वोल्ड पुल विस्तारित है, और एक वि यदि वेल्डिंग की आडी स्थिति में काम किया जाता है, तो यह सिर्फ वेल्ड की चओड़ाई के चौड़ाई को बदलेंगे बिना किनारे स्थान पर हालाँकि स्पायरल वेल्ड पाइप की बाहरी वेल्डिंग ग्राविटेशन के कार्य के नीचे फैलाया जाएगा. हम हाट रोल किया गया स्टेल पाइप, बड़ा दीवार कोल्स गहरी दीवार सीम कोल्स, स्टेल कैसिंग और पाइप रोलिंग फैक्टरी के गुणवत्ता सुरक्षित करने में विशेष किया जाता है. नया और पुराने ग्राहकों को प्राथमिकता के दौरान क्रियाओं में सल्लाह करने के लिए स्
पहले, विशिष्टीकरण चुनें और पाइप को अग्रसार रखें, जैसे & डिग; एल्बो जो लंबे सामग्री के डीजी का गणना करने के लिए कर्वेचर का गणना कर सकता है; फिर लम्बाई से निश्चित लम्बाई के रूप में काटें।